Supply Planning Series #2

By Omer Goldberg, Senior Product Manager at Intelichain
In today’s supply chain, logistics disruptions, upcoming global inflation, and omnichannel sales are just part of the challenges businesses must deal with.
Those are some of the key issues impacting the global supply chain and why it is more important than ever to plan and manage supplies and to be able to decrease inventory costs, while optimizing the business results, under its current, and future, operational constraints.
The goal of the supply process is to agree on one feasible supply plan that would cover the demand for the product/service offered optimally so that the business goals and strategy will be achieved.
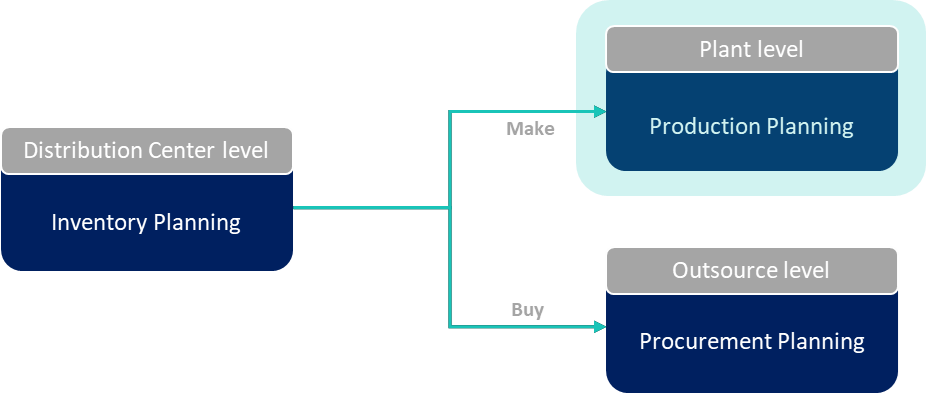
The supply planning overall process consists of 3 main streams – Inventory, production, and procurement. Each organization can manage all or each stream differently depending on its supply chain structure (size and network).
Here we will focus on the production planning stream – Master Planning.
Chapter 2: Production Master Planning
A production master planning process designed to allow companies to effectively translate market demand into a feasible supply plan with optimal allocation between product and resource, balancing mid-term needs for capacity, inventory, raw material and transportation to meet the business strategy and goals.
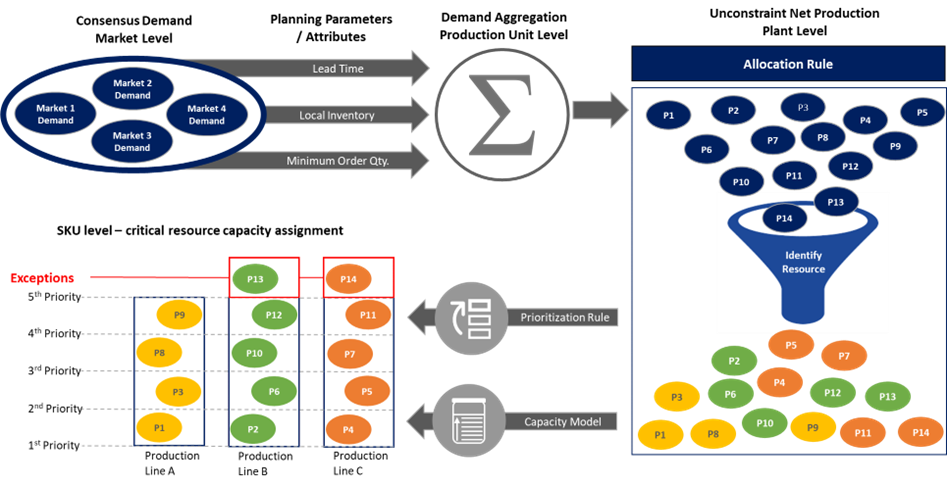
Step 1 – Consensus Demand:
The first step to start the production master planning process is the process input – which is the consensus demand. Consensus demand is the final agreed “one number” demand that each market must provide to the factory for each product (finish good) each month. The market must consider projected on-hand inventory and safety stock for each demand unit.
Step 2 – Translate Demand into Production פlan
To translate a demand plan into a production plan, 2 factors need to be considered:
– Time Zone– demand planning in each market time zone, markets can be deployed in different time zones (north America, Latin America, Europe, etc.). The date the markets are looking at is the month in which the products should be delivered to the customers.
However, the production planning is in the plant’s time zone. The date the markets are looking at is the month in which the products should be produced.
The gap between the production date and delivery date is called the lead-time parameter, which should be defined, reviewed and validated. So, to translate the demand time zone to production time zone, it is required to incite the demand date in each market to the required production date in the factory according to the lead time.
– Quantity – The demand in each market reflects the quantity at the finished product (FG) level.
However, the factory’s production master plan reflects the quantity at the “work packages” level. In order to translate the market’s demand quantities into production “work packages”, 2 levels of aggregation should be performed:
- Market Aggregation – aggregate similar products from different markets into one production job, that falls in the same production time zone
- Product Aggregation – in case there are different SKUs that are considered the same product from an operational point of view, i.e. products whose production process is the same but differ in parameters such as color, texture or packaging, they will be considered in master production plan as one product.
Step 3 – Resource Allocation
Once we have understood what the products are required to manufacture, it is required to allocate the products with the “best fit” resources. The working assumption is that every product has a default resource which is the most skilled resource for production (which means lower standard times, shorter setups, less breakdowns, etc.). If there are 2 or more identical resources, they will be considered as one resource with the sum of the capacities of the resources that make it up.
Step 4 – Bottleneck Identification
Now, to understand what share of the resource capacity occupies, it is required for product to locate the bottleneck of the resource, which dictates the standard time per unit and therefore, to the whole “work package”. The bottleneck can be different between products, even on the same resource.
*Bottleneck is NOT a static parameter. To achieve a feasible and reliable master plan, bottleneck should always be defined, reviewed and validated.
Step 5 – Resource Capacity Calculation
In parallel to the previous step, it is necessary to determine what is the monthly net capacity of each resource. Capacity must be calculated in time units, as this is the only absolute unit of measure (as opposed to measuring quantities, since X units of a certain mixture do not represent the same capacity as X units of another mixture).
Below is the process for net capacity calculation combining a few variables that need to be considered:
1. Total Production Time – This is the starting point that describes a 24/7 non-stop production process.
2. Potential Production Time – The theoretical available time a machine can potentially run if there are no operational stops. At this stage, we offset from total production time -holidays, weekends (if there are less shifts), etc.
3. Target Production Time – The planned time the machine can run to produce the master plan. At this stage, we offset from potential production time – planned maintenance, R&D samples, etc.
4. Actual Production Time – The actual net time the machine can run to produce the master plan. At this stage, we offset from target production time – utilization rate. Utilization rate considers attributes such as average monthly setup times, unplanned maintenance, downtimes, speed loss and production quality (% scrape rate).
The utilization rate can be estimated based on previous months performance.
Step 6 – Priority Rule
After we understood the net capacity of each resource and how much capacity it takes to produce each “working package” (in time units), It is required to prioritize the order in which the products enter the resources. There are 2 main ways to prioritize:
1. Rule-Based Allocation – In Rule-Based allocation, the business determines a ‘Rule of thumb’ to determine which products will be prioritized over others. Examples:
- SPT / LPT – Shortest / Longest processing time
- FCFS – First comes first serve
- EDD – Earliest due date
- Region / Customers prioritization
- Etc.
This method is very easy to maintain and perform and prevents internal conflicts. However, it is not optimal.
2. Target-Oriented Allocation – To achieve an optimal master plan, the business must determine its strategy and main goals and prioritize production accordingly, considering business constraints:
– Objective Function – reflects the business strategy. It can be to maximize its revenue / profit / service level, minimize its costs or any other target that can be formulated.
– Constraints – Constraints can be operational, strategic, or regulatory – for example:
- MPQ (minimum production quantity) & incremental – what is the minimum amount to produce and what are multiples / batches sizes.
- “Must provide” products / customers – products or customers that must be provided regardless of the objective functions (strategic customers, life-saving products…)
- Backlog
- Etc.
Step 7 – Assignment
Once we have the capacity of each resource and the priority rule, we will assign the products to resources accordingly. Most often, some of the resources will be overloaded and some underloaded but each product will be assigned to its “best fit” resource.
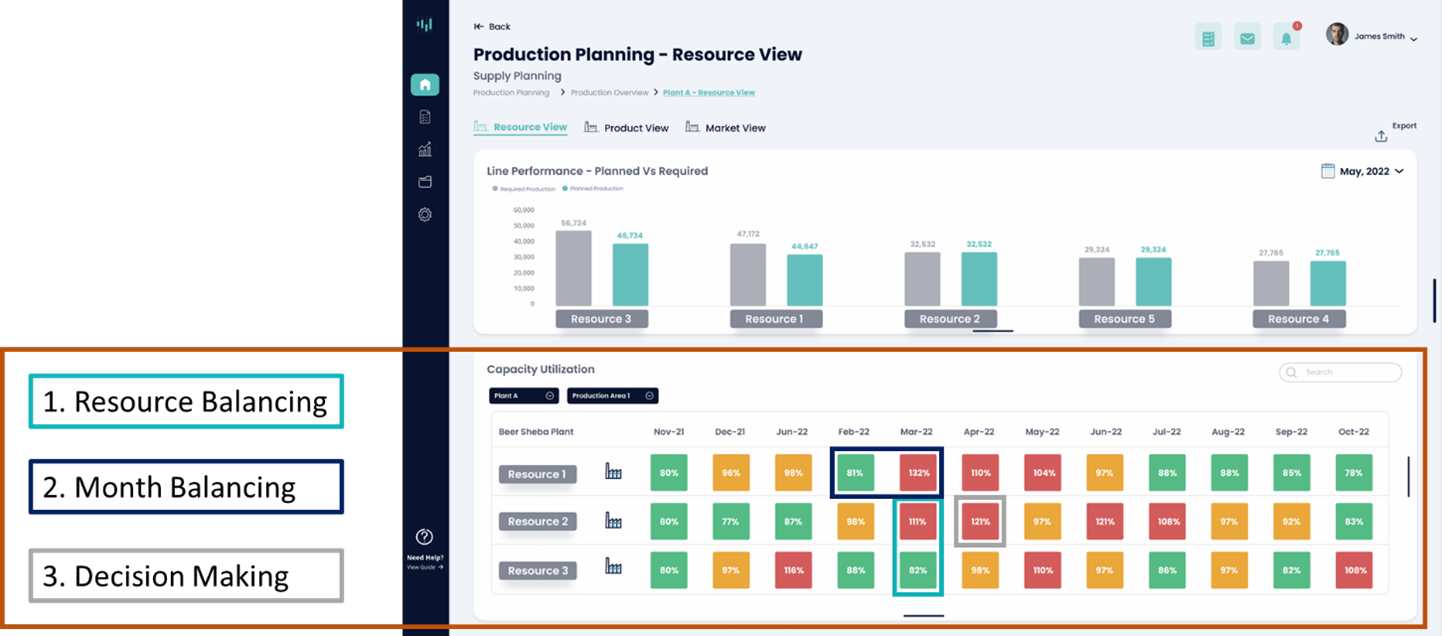
Step 8 – Load Balancing
In this case, it is required to use ‘load balancing’. There are 2 types of balancing:
1. Balance Between Resources – if a product can be produced in more than one resource, we can check if the job can be transferred from an overloaded resource into an underloaded resource
2. Balance Between Months – if the resource is underloaded, check if it is possible to precede production from next month to free up capacity.
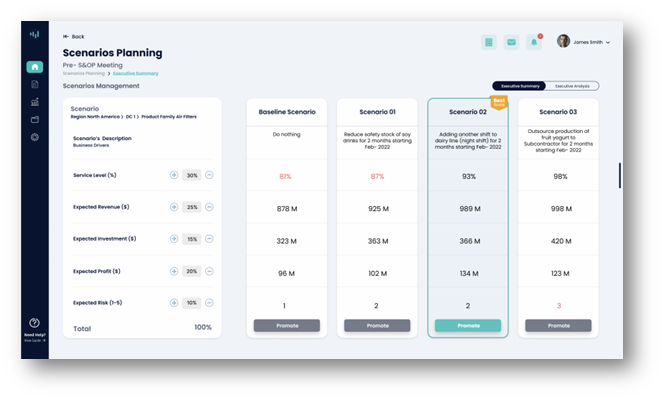
Step 9 – Decision Making – Scenarios Planning
After performing both types of balancing, and there are still exceptions to solve which cannot be solved at the operational level, the last step will be the decision-making phase – scenario planning. The decision will be taken at the administrative level. The scenarios can be:
- Reduce safety stock for certain products
- Adding shifts
- Sub-contracting
- Buy new machines
- Etc.
We at Intelichain have designed a dedicated and practical production planning digital platform that leads you to optimize master planning, using machine-learning recommendations and best practice methodologies and considering your constraints while reflecting the business goals.